


别再等待了,仅仅一分钟,就能通过我们的直缝焊管钢塑复合管实力工厂产品视频探索到无数令人心动的细节和亮点。
以下是:直缝焊管钢塑复合管实力工厂的图文介绍



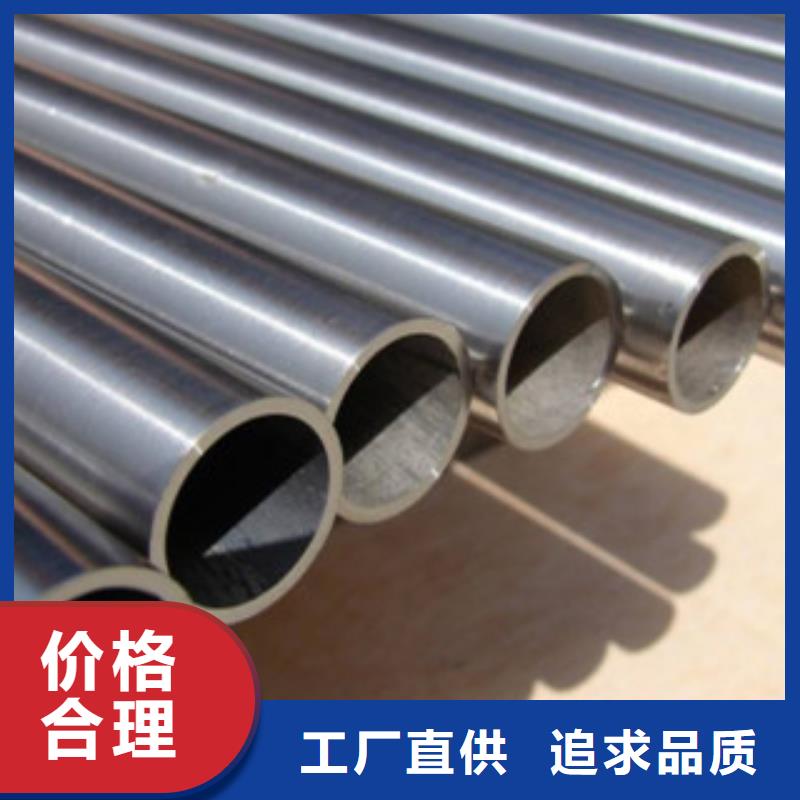
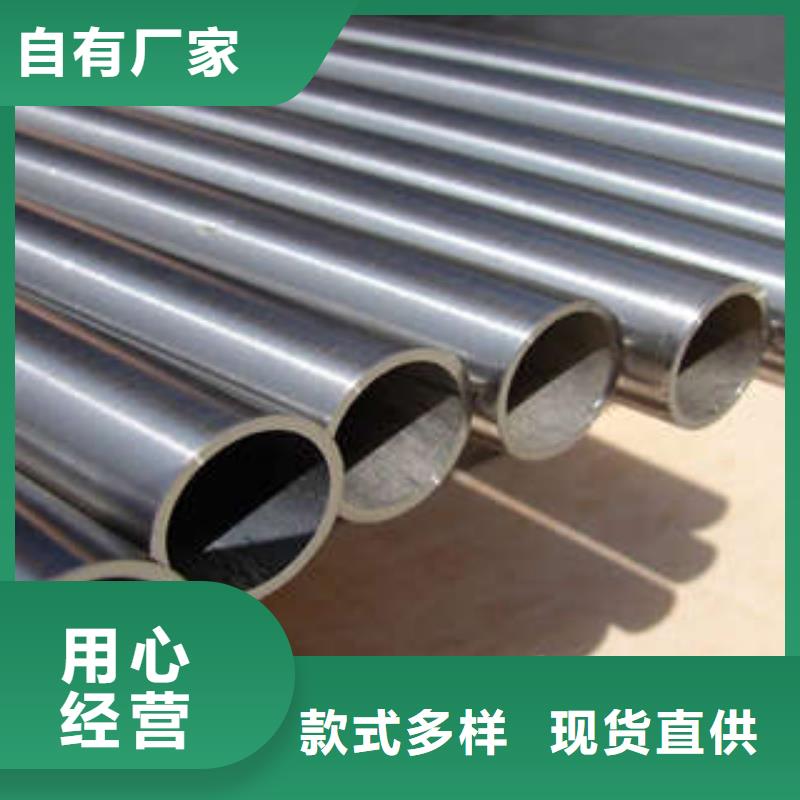
在使用焊剂时用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水份浸入制冷系统的危险。铜与铁的焊接可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。 如何才能使钢带或钢板焊接在一起哪,焊接的有哪些根据用途来分,焊接焊管有一般用途和高温高压用等,后者用的管子往往是特种合金钢,必须考虑和解决焊缝在焊接过程中产生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。 焊接焊管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接焊管采用的坯料是钢板或带钢。根据管壁厚薄来分,钢带等比较薄的材料制成的管子可以使用高频焊接,有些薄壁管可以用保护气体方法焊接;壁厚超过2mm的管材可以用手弧焊。 只要管子材料是高强度合金钢,包括耐温、耐压、耐磨、耐低温的合金钢钢管,都要在焊接工艺上着重落实防止由于焊接高温作业产生马氏体组织,出现裂缝的倾向,工艺上一般要求是,焊条要选择好,并且按要求焙烘发给?。



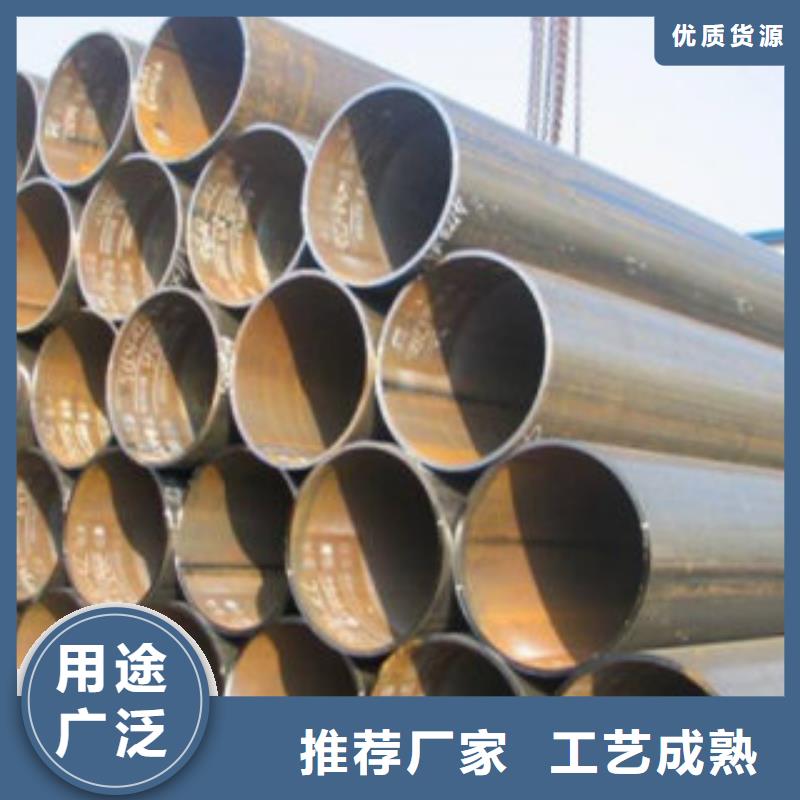
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。


鸿顺管道科技有限公司(通化分公司)依靠科技求发展,满足各类 热镀锌钢管、环氧树脂粉末涂塑复合钢管客户的需求,是我们始终不变的追求。“诚信精致,有效创新”是企业长期发展所坚持的核心理念。我们的目标:在 热镀锌钢管、环氧树脂粉末涂塑复合钢管为您提供有效的解决方案;只有的品质,才能创造高品质的 热镀锌钢管、环氧树脂粉末涂塑复合钢管,让你我携手,把握机遇。



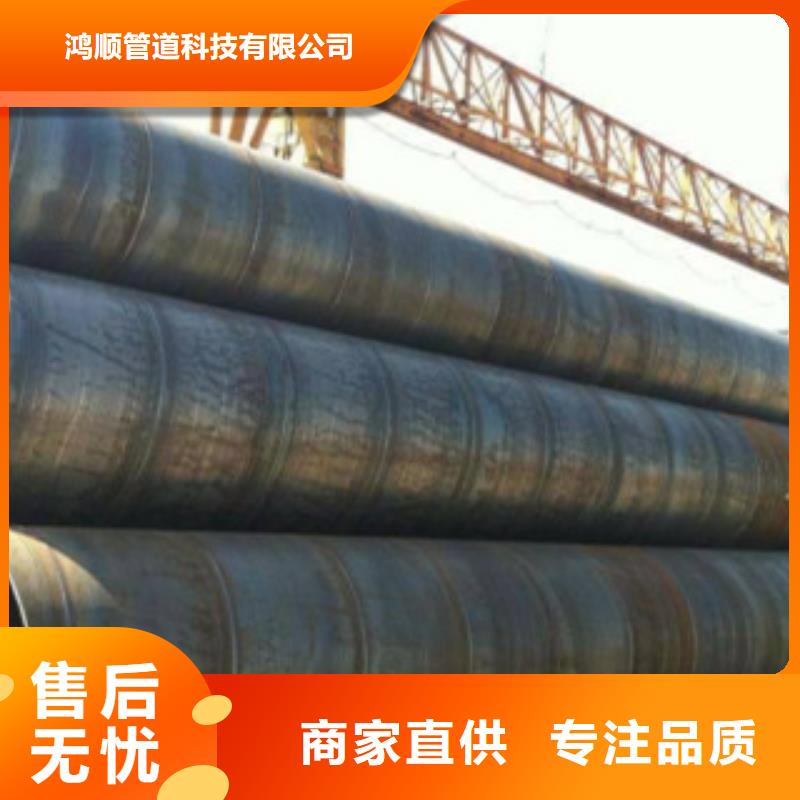
为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 无锡焊管制造过程中的各种缺陷,一般都能在生产中通过压扁、扩口或水压试验时发现,但也有部分缺陷,尤其是内在缺陷,目检难以发现和判断,但可能会在使用过程中或以后的冷加工时出现。因此在生产线上设置无损检测及时发现产品的缺陷是十分必要的。 从焊管机组生产效率高的角度考虑,可避免产生批量性低质量焊管,对出厂成品质量及后步冷加工质量也能起到保证作用。用于钢管的无损检测有多种方法,焊接精密钢管常用的主要有超声波、涡流或漏磁探伤等。涡流探伤适用于金属材料的表面缺陷和接近表面的缺陷检测;漏磁探伤用于表面缺陷和一定深度的内部缺陷。 超声波探伤能发现细长的缺陷,对焊缝顶部未焊透,潜藏的裂纹及焊缝中心热影响区伸展的裂纹能正确发现并确定其位置。通过无损探伤,检测焊管焊缝未焊透,未熔化、夹渣、气泡、收缩裂纹,内外表面的横向纵向条状和分层。
